Економічна доцільність обробки металів тиском не вимагає доказів за умов постійного зростання ціни на матеріали. Завод ТОВ «Техпоставка», лідер у галузі поперечно-клинової прокатки та об'ємного штампування, має все необхідне для розробки та виготовлення деталей за заявками та технічною документацією замовників.
Метод поперечно - клинової прокатки дозволяє виробляти вироби із заготовок, що мають круглий, шестигранний або квадратний переріз, а також із труби. В результаті прокатки початковий профіль перетворюється на круглий.
Поперечно - клиновою прокаткою можна одержувати вироби, які містять елементи круглого перерізу у вигляді циліндрів, конусів та сфер, прямокутного перерізу у вигляді лисок, а також різьбові ділянки. В них можуть бути збережені окремі елементи перерізу початкової заготовки як квадрата чи шестигранника.
До найбільш поширених прикладів таких виробів відносяться куля, кульовий палець, вал, колійний шуруп, стіковий болт та інші.
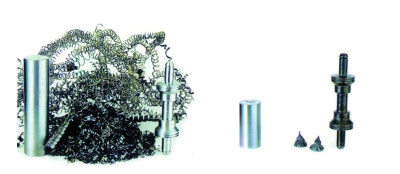
Однією з переваг процесу поперечно-клинової прокатки є високий рівень точності виробів по відношенню до інших процесів гарячої деформації. Сучасний рівень розвитку обладнання та технологій дозволяє досягати точності діаметральних розмірів виробів на рівні Н8, включаючи і елементи різьблення. Приклад такого виробу деталь шпиндель.

В результаті поперечно-клинової прокатки у виробі формується нова макроструктура, в якій волокна матеріалу безперервні, розташовані симетрично навколо осі, ущільнені біля поверхні. Така макроструктура дозволяє підвищити експлуатаційні властивості виробів, особливо втомну міцність.

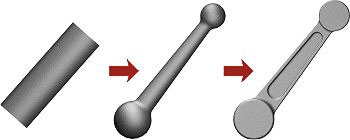
Виробництво заготовок для подальшого штампування дозволяє підвищити коефіцієнт використання матеріалу та продуктивність. Найбільш поширеним прикладом застосування поперечно-клинової прокатки для подальшого штампування є виробництво деталі « шатун».

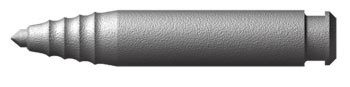
Виробництво готових виробів або заготовок, що не вимагають подальшої поверхневої обробки. Прикладом такого виробу є корпус різця, де клинова прокатка забезпечує необхідний рівень точності та шорсткості.
Існує велика група виробів, при виготовленні яких інший метод не дає такої економії сировини і такого рівня продуктивності, як поперечна прокатка.

Метод об'ємного штампування полягає у зміні форми заготівлі у формах (штампах) під дією тиску. При використанні методу гарячого штампування для виробництва деталі, попередньо розігрівають заготівлю до потрібної температури, щоб надати заготівлі необхідну пластичність. Поковки, що отримуються при гарячому штампуванні, мають гарну якість поверхні, більшу складність конфігурації, високу точність розмірів, а також менші допуски. Гаряча штампування забезпечує суттєву економію металу та зменшує трудомісткість кінцевої обробки.